

联系人:郭总经理
电话:133 8754 6969
网址:www.whnsmp.com
E-mail:258397831@qq.com
公司服务热线:027-61767818
地址:武汉市黄陂区横店格天光电科技产业园B栋
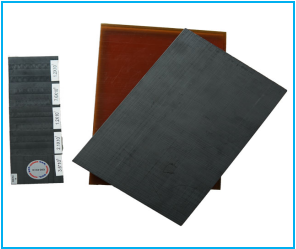
防静电ABS板的生产过程中,关键的生产工艺如下:
原料选择与预处理:
原料选择:挑选高质量的ABS树脂作为基础原料,其性能指标如熔融指数、分子量等需符合生产要求,以确保产品的机械性能和加工性能。同时,根据防静电性能的需求,选择合适的抗静电剂,如抗静电剂(如聚氧乙烯共聚物等)或迁移性抗静电剂(如离子型或非离子型表面活性剂等),且抗静电剂的添加量要控制,以达到防静电效果。
原料预处理:对ABS树脂和抗静电剂等原料进行干燥处理,去除原料中的水分和杂质。水分的存在会影响产品的性能和质量,而杂质可能会导致产品出现缺陷。干燥温度和时间需要根据原料的特性进行严格控制,一般干燥温度在80-100℃,干燥时间为4-6小时,使原料的含水量降至0.1%以下。

配方混合:
将预处理后的ABS树脂、抗静电剂以及其他添加剂(如相容剂、阻燃剂、流动改性剂、抗氧剂等)按照一定的比例加入到高速混合机中进行充分混合。混合的顺序和时间对产品的性能有重要影响,一般先加入ABS树脂,然后加入抗静电剂和其他添加剂,混合时间为15-30分钟,确保各组分均匀分散。
挤出造粒:
将混合好的物料投入到双螺杆挤出机中进行挤出造粒。双螺杆挤出机的温度、螺杆转速、挤出压力等参数需要根据物料的特性和产品的要求进行设置。例如,挤出机的温度一般分为多个区域,从进料口到出料口温度逐渐升高,温度范围在180-230℃之间,螺杆转速为200-600转/分钟,挤出压力为10-20MPa。在挤出过程中,物料在螺杆的剪切和挤压作用下,充分混合、塑化,并形成均匀的熔体。
挤出的熔体通过模具挤出成条状物,然后经过冷却、切粒等工序,得到防静电ABS颗粒。冷却方式通常采用水冷或风冷,冷却速度要适中,以防止颗粒出现变形或内部应力过大等问题。
注塑成型:
将制备好的防静电ABS颗粒加入到注塑机中,进行注塑成型,生产出防静电ABS板。注塑机的工艺参数包括注塑温度、注塑压力、注塑速度、模具温度等。注塑温度一般在200-250℃之间,注塑压力为50-150MPa,注塑速度根据产品的形状和尺寸进行调整,模具温度为40-80℃。在注塑过程中,要确保熔体能够充满模具型腔,并且在冷却过程中不会出现收缩、翘曲等缺陷。
质量检测与控制:
在生产过程中,需要对原料、中间产品(如颗粒)和产品(防静电ABS板)进行质量检测。检测项目包括防静电性能(如表面电阻率、体积电阻率等)、机械性能(如拉伸强度、弯曲强度、冲击强度等)、外观质量(如表面平整度、有无气泡、杂质等)。
根据检测结果,及时调整生产工艺参数,确保产品的质量符合标准要求。例如,如果发现产品的防静电性能不达标,需要检查抗静电剂的添加量是否正确,或者调整挤出和注塑工艺参数,以提高产品的防静电性能。
| 序号 | 名称 | 上传时间 | 操作 |
|---|
地址:武汉市黄陂区横店格天光电科技产业园B栋 电话:027-61767818
传真:027-61767818
网址:www.whnsmp.com
E-mail:258397831@qq.com





 友情链接:
友情链接: